WHO WE ARE
Natureza Limpa (Clean Nature) is the Brazilian worldwide supplier of a proprietary pyrolysis technology specifically designed to convert organic municipal solid waste into clean renewable energy with a minimum environmental impact. Natureza Limpa provides a waste-to-energy comprehensive approach that simultaneously destroys waste and recovers energy via scalable modular engineering solutions robust and simple enough to operate in any place. Natureza Limpa offers a simple, clean and cost-efficient system that fits the most sophisticated infrastructure environments as well as the least developed and remote places in the world. Natureza Limpa suits you for sure.
CEO Mr. Mário Martins Natureza Limpa started small and simple in Mr. Mário Martins´ backyard in 2007. It isn´t that small any more, but it goes on just as simple, because it was born this way with the spirit of the Brazilian countryside. OBJECTIVE Extensive comparative studies have shown the financial ineffectiveness of the solutions implemented to date at international level. Although the gasification and incineration formulas promoted in industrialized countries are technologically attractive, they involve capital investments, operational expenses and dependency costs which the developing world would be unable to bear. Similar if not better results at the socio-environmental level, would naturally incline one to judge according to economic criteria and irrevocably choose the Natureza Limpa (Clean Environment) model, developed by TJMC Empreendimentos. Like most “waste-to-energy” systems in wealthy nations, the TJMC modular plant extracts a source of energy from waste, and into the bargain, it eliminates landfills. But it uses a technical simplicity which greatly contributes to the functional and cost efficiency. There is no incineration of waste. Rather, it decomposes in an oxygen-free environment at carbonization temperatures. Moreover, high-tech purification of gaseous fumes by cutting-edge distillation and filtration processes result in practically undetectable levels of atmospheric pollution. PROJECT COMPONENTS AND OPERATIONAL PHASES This proposed solution generically fits into the concept of thermal treatment with energy recovery through the production of Waste Derived Fuel. Sophistication for sophistication’s sake is a common stance in the modern world, but Natureza Limpa has wagered on simplicity, and has conscientiously rejected all potentially complicated processes by following this simple chain. LAYOUT
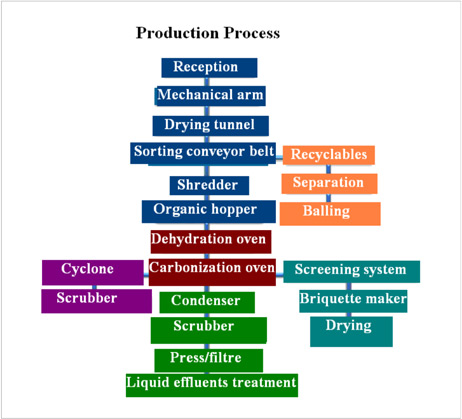
RECEPTION OF MSW MECHANICAL ARM FOR FEEDING DRYING TUNNELS DRYING TUNNELS RECYCLING CONVEYOR BELT ORGANIC WASTE SHREDDER ORGANIC HOPPER FIRST STAGE OVEN SECOND STAGE OVEN RECYCLING SCREEN BRIQUETTE MAKER CONDENSER GAS SCRUBBER PRESS FILTER WATER TANK EFFLUENT TREATMENT FURNACE CYCLONE FURNACE GAS SCRUBBER RECYCLING TRANSPORT TRAILERS RECYCLABLES COMPRESSOR DRYING TUNNEL PYROLYTIC OVEN
PRODUCTION PROCESS At the entrance, trucks are weighed and identified and their cargo is inspected. The waste is then sent for unloading via the reception hopper, from where it proceeds to the conveyor belt shredder, which serves as a manual sorting line with collectors positioned alongside. After unloading, the garbage trucks are sent to the exit weigh bridge for reweighing while empty before returning to the collecting process. The manual sorting removes the inorganic material which will return to the productive chain via recycling. Inert materials and debris are also removed by separators. The recyclable material collected on the conveyor belt is put into specific containers for glass, metal, paper, rubber, etc. The remaining organic Municipal Solid Waste proceeds to the shredder for subsequent transport by conveyor shaft to the pyrolytic reactor for carbonization. The effluent which seeps out during unloading is collected in a waterproof tank at the base of the reception hopper for subsequent purification, return to nature or sale. The pyrolytic reactor tank is maintained at a temperature of 400° by heating the bottom of its outer metal shell. The heating process of the above-mentioned pyrolytic tank consumes up to 30 % of the charcoal generated during the pyrolysis process itself. The tank of the reactor constitutes an atmosphere of rarefied oxygen. The waste gases from the pyrolysis process are channeled through exhaust ducts to a condenser for transformation into H2O and oily products. The purified water is returned to the environment and the oily materials are put on the market. The charcoal resulting from pyrolysis is removed from the tank and transported by conveyor shaft via sealed conduits for homogenization and addition of binders in the homogenizer. The material resulting from homogenization is transported by conveyor shaft via sealed conduits to the briquette maker for extrusion. The resulting Waste Derived Fuel briquettes go through quarantine for cooling.
TREATED WASTE TYPOLOGY (BY SOURCE) MSW OF DOMESTIC ORIGIN MSW OF COMMERCIAL ORIGIN MSW FROM TOWN SQUARES AND PUBLIC AMENITIES MSW FROM FAIRS AND OPEN MARKETS MSW FROM THE PRUNING OF TREES AND GARDENING ENVIRONMENTAL ASPECTS This technology, developed by TJMC Empreendimentos, seeks to minimize the pollutant effects at each stage of the process, and produces a very positive overall environmental balance. Sound pressure abatement and waste gas/water reduction are priorities permeating the industrial design and layout of each link of the production chain, while recycling is the absolute principle underlying the treatment of ash, oil, materials of mineral origin, glass and scrap metal. Thus, noise is controlled with constant maintenance/adjustment of equipment, insulation of noise sources, use of ear plugs and monitoring of exposure time. On the other hand, a sophisticated air purification system almost completely eliminates the odors generated by the natural decomposition of organic waste, while the liquid effluents are channeled into an impermeable retainer for subsequent pumping to a serpentine-shaped conduit in the furnace, for evaporation, condensation and segregated collection of fluids and oily materials, respectively, treated for return to the environment in the form of H2O and to market outlets. There is, therefore, no contact between leachate and soil, nor bad odors in the plant or neighborhood. And, furthermore, there is no waste because tar, glass, iron, ash, lignin, and acid water are all used up in commercial construction and other branches of industry. There is also no leftovers because the ash (3% of the initial waste mass) is used on site for the manufacture of cement aggregates. The mitigating and compensatory measures are appropriately complemented with the planting of a protection belt of trees, waterproofing of the work area and construction of gutters to drain away rainwater. It is worth mentioning the generation of a clean energy source, which by itself would justify its indisputable choice. CLIMATIC ASPECTS By accepting the thesis of a causal relationship between human activities and global warming, the Clean Environment model doubly contributes to the reduction of Greenhouse Gases and is doubly qualified to obtain carbon credits under the Kyoto Agreement. By eliminating the need for landfills and garbage dumps, it does away with the emission of methane gas arising from the decomposition of organic matter, thus attacking one of the main causes of the increase in atmospheric temperature. Furthermore, it produces clean fuel which, no matter how it is used, adds nothing to general carbon dioxide levels, since the amount released in the burning is exactly equal to the quantity previously removed by photosynthesis in the formation of the organic matter later carbonized. It follows, therefore, that there is a clear overall decrease in CH4, without any direct increase in the amount of CO2 at the end of the circuit, because the project substitutes gas and petroleum with a climatically neutral source of heat. SUSTAINABILITY As the model requires minimum consumption of water, it therefore has virtually no impact on water resources. At the end of the operation, the remaining ash – about 3% of the volume of the initial raw material – is used in situ for the production of cement aggregates. GENERAL VIEW OF THE PLANT
In its deep concern for environmental correctness, the model includes the sorting of recyclable materials and the elimination of garbage dumps and landfills. In its search for economic stringency, the model involves reverting waste into a product with market value. In its pursuit of social involvement, the model includes cultural and scientific exchange with the local student/teaching community. In order to maximize public health benefits, the model opts for thermal treatment. In order to minimize air pollution, the model uses pyrolysis as opposed to incineration technologies. In order to maximize economic benefits, the model involves energy recovery by producing charcoal. In order to maximize energy efficiency, the model involves an increase in calorific power by producing Waste Derived Fuel (WDF). In order to minimize climatic impacts, the model does away with the production of methane and induces a more economic use of fossil fuels. In order to minimize impacts on the community, the model includes high performance sound pressure, odor and liquid effluent abatement systems. In order to minimize the smell impact, the model includes odor reduction equipment. In order to minimize atmospheric impacts, the model includes waste gas reduction equipment. In order to minimize ground water impacts, the model includes a liquid effluent reduction system. In order to minimize noise impact, the model includes sound abatement systems In order to minimize risks for occupational and public health, the model is based on the ongoing processing of waste, thereby eliminating the need for storage. In order to minimize impacts on urbanization, the model is compact and fits into industrial estates or similar spaces. In order to maximize educational impacts, the model includes aspects of environmental education as well as cultural and scientific exchanges with the local school and university communities. REVERSE LOGISTICS
Reflecting modern views on production and consumption patterns, Natureza Limpa relies on an efficient electric/electronic waste separation process for subsequent return to the production cycle. ASSOCIATIVE MANAGEMENT Natureza Limpa´s modular concept not only adjusts perfectly to any town size and waste volume but also reaches small places through integrated collect/transhipment/transport based systems.
|